热丝TIG焊是通过对填充金属丝在进入熔池之前进行电加热,使之达到一定的温度(300-500℃) 这样大部分电弧的能量用于溶化母材金属,即使在相同的焊接电流下也能获得高的熔敷率,提高了焊接速度。冷丝TIG要消耗电弧的大部分能量来熔化焊丝,而熔化母材部分的能量相对较小,使得熔深焊丝夹杂少,焊接过程稳定,效率高,而被用于厚壁管焊接,若管壁较厚时(一般≥12mm)多采用窄隙坡口形式,以减少金属填充量,提高焊接效率。
主要有以下几种形式
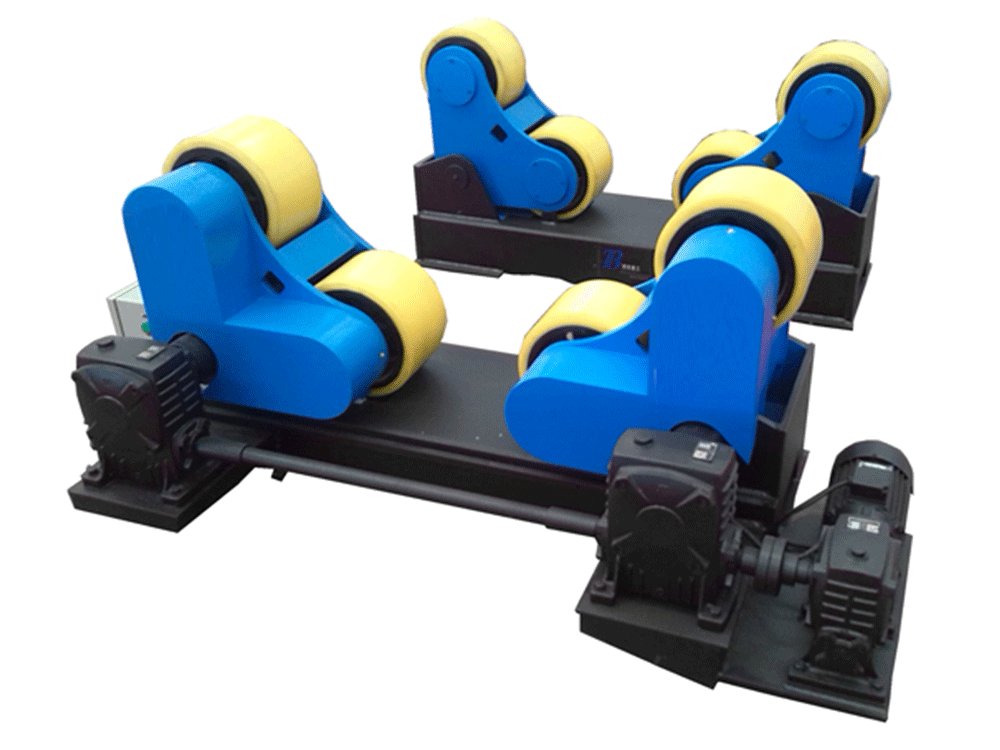
立式堆焊(操作机+回转平台)
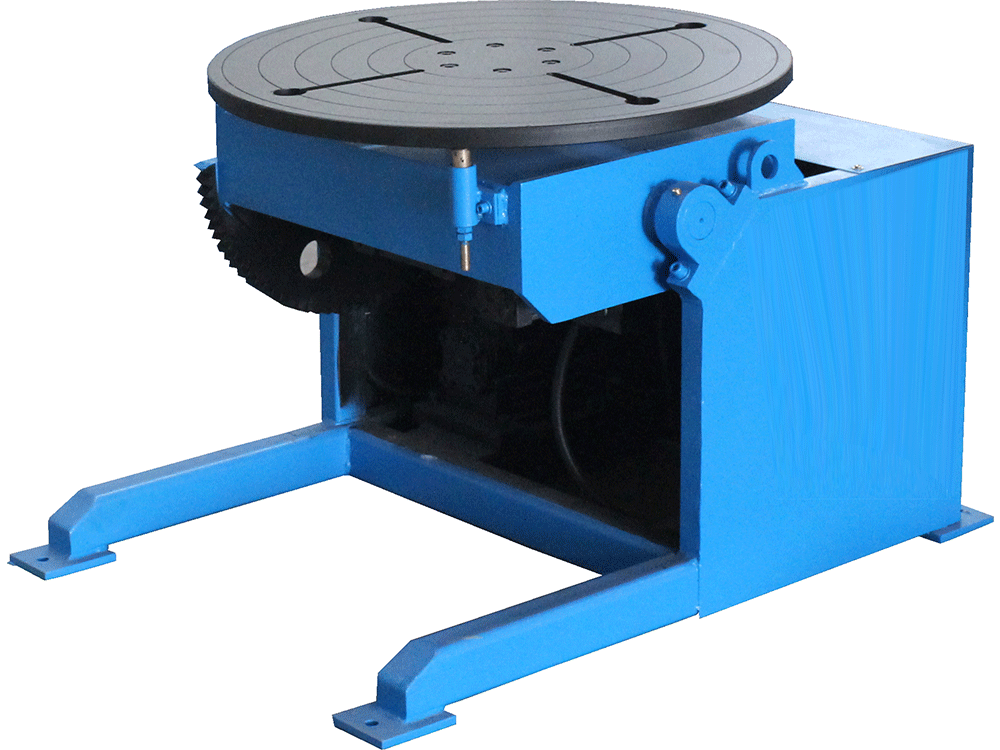
可变角度堆焊机(操作机+变位机)
详细参数可至电0512-57880298与我们联络